概述
我公司创办以来,专业生产DPP型自动铝塑包装机系列,参照国外先进技术改进完善,完全可替代进口设备。实行铝塑复合密封包装,具有延长保持期,美化商品之优点,并可降低包装成本。由于该机占地少、投资低、多功能使用、效率高、*、低噪音是一种实施净化车间和医院试剂室理想的包装设备。
产品使用范围与特点
1、采用国内*新型的大功率传动机构,由排链带动传动轴,免除了其它齿轮传动的误差噪音。
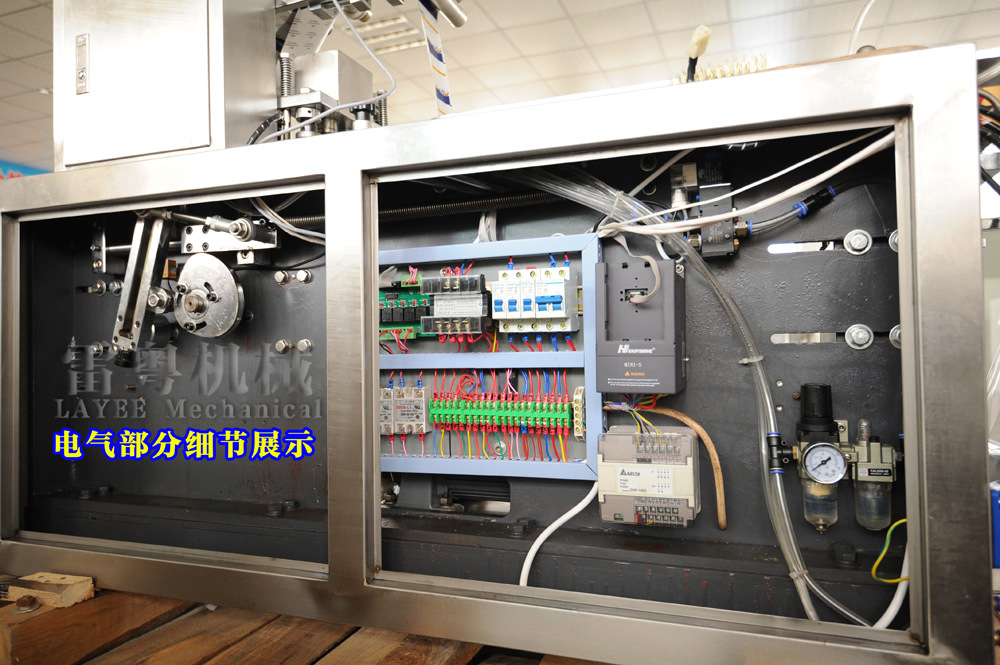
2、电器采用进口控制系统,便可按照客户要求,配置缺料漏补和缺粒检测剔除装置(欧姆龙传感器)。采用进口变频调速器。
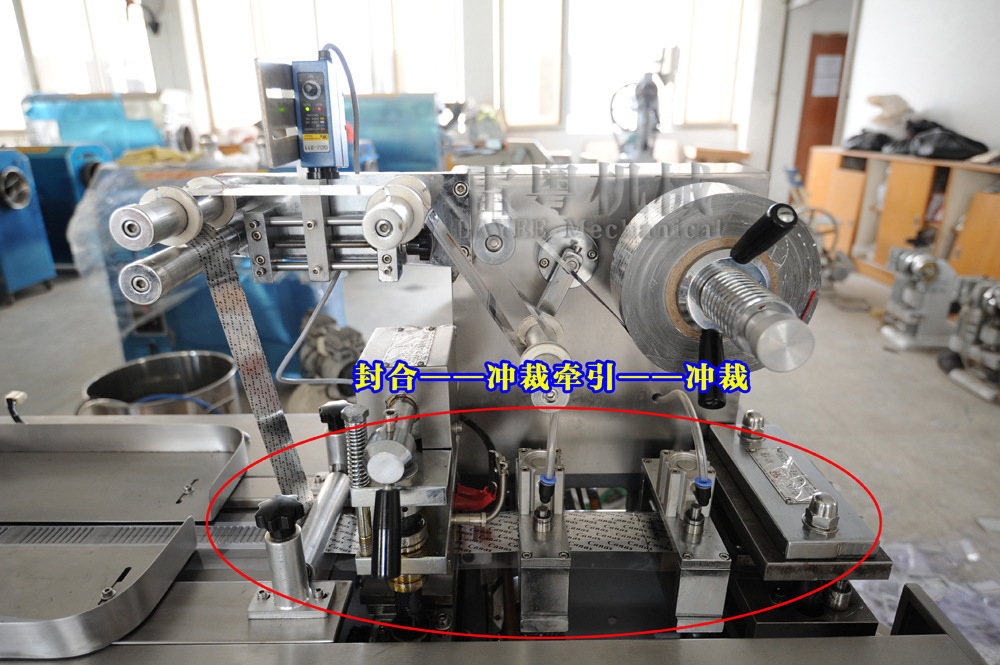
3、整机采用分段组合:PVC成形、加料、热封为一段,热带铝冷成形、热封、冲裁为一段可进行分体包装。
4、采用光电控制系统,PVC、PTP、热带铝包装自动送料、废边自动收料装置,确保超长距离多工位同步稳定性。
5、可另配光电检测校正装置,配进口步进电机牵引,图文对版印刷包装,优化包装物档次。
6、本机适用:胶囊、素片、糖衣、胶丸、针剂、异形等以及医疗器、轻化食品、电子元泡罩密封包装。
平板式自动泡罩包装机技术参数
型 号:DPP-80/80A
冲裁次数:10-35次/分
生产能力:2400版/时
*大成型面积及深度:70*110*26(mm)
标准版块:20-80毫米( 可按要求设计 )
空气压力:0.6-0.8兆帕
电源总功率:380V/220V 3.0Kw
主电机功率:0.75Kw
PVC硬片:0.15-0.5*80(mm)
PTP铝箔:0.02-0.035*80(mm)
外型尺寸:1500*600*1200(mm)
重 量:450千克(Kg)
噪声指标:<75dBA
平板式自动泡罩包装机工作流程
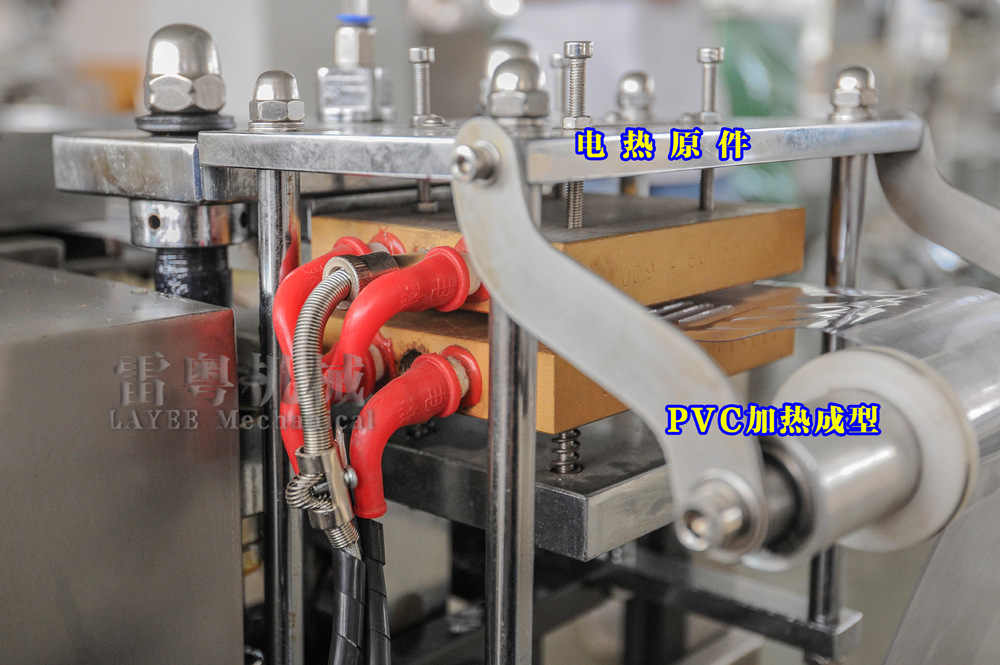
1、成型(上下加热)
2、热封(上加热)
3、打码
4、压痕(可微量加热)
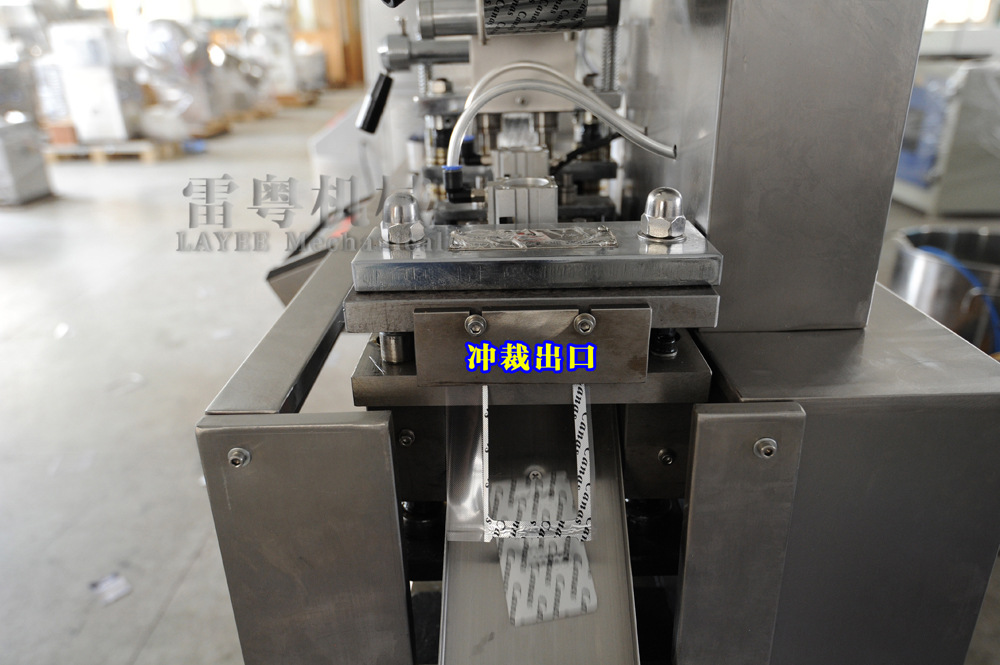
5、切刀
6、成型输出成品

 
平板式自动泡罩包装机操作规程
1、目的:确保平板式泡罩包装机的操作达到规范化、标准化,保证包装质量,延长机器的使用寿命。
2. 范围:适用于平板式泡罩包装机的操作。
3. 职责:平板式泡罩包装机的操作人员对本标准的实施负责,设备技术人员负责监督。
平板式自动泡罩包装机操作前工序
1、按安全用电规定,接通照明电源,向电机试送电时,打开电源,点动主机,是否正常运转。
2、通水:按机身座标牌显字,冷却水进,出龙头是否漏滴现象,通水以进,出水流畅为准。
3、气泵:将空气机输气管接入气道龙头,同时开空压机,气压达0.6~0.8MPA以上时才可使用。
4、油:加油加入箱体内和变速箱内,注:加油为箱体中2/3油量。
5、VC塑料上承料轴,调正里外圆锥螺母,把模运转到下点,PVC塑料而过,后面的起引座打开压住,注意PVC塑料在机板面以轨道为准,两边同样均匀。
(PVC热压成型) (光标对版演示)  
平板式自动泡罩包装机操作程序
1、开电绿指示灯亮,成形上下与热封二只加热开关分别开启运作位置。温控仪控制成形温度,一般分别预置100oC,第二只温控仪控热封,温度预置130oC~140oC。上下成型与热封温控仪预置温度;具体酌情而定。
2、放下起引料辊上压块,成型加热板温度到位,再开主机,塑料PVC先成型,成型泡眼与热封模具孔位符合,注意热封模座汽缸放下热封模压住铝箔,铝箔会带动到冲截。观察塑料(指机板面已成新PVC)行走是否左右偏移。如果有偏向应调整起引压辊座调动引方向。
3、如果铝箔左右偏动,可调转节辊座手轮调正。如果前后偏差可调箱体移动。
4、热封冲载正常后适度打开加料器开关与闸板,使药品(片剂胶囊、粮衣)适量进入加料室,如有小量缸料可人工补填,如有药物被带进热封模具时,会严重影响同步,应此在铝箔封合时粘模具上,要停机处理。
5、由于增加药品重量,铝箔拉力及机器温度逐步变化程度不等,可能产生成型和热封不同步现象,超前或滞后,先检查塑料PVC和铝箔有否阴隔,然后可用机上微调机构调整。微调机构在模具向后,因其调整距离或箱体前后调整。见图(2)所以在开机前应放在中位位置,才可向前后移动,也可用前箱体移动调节,正确移动后,版块要等走完十几版后才正确,所以在未走完时,不要乱调来调去。
6、塑料、铝箔的热封质量(粘合均匀牢固平正)由温度或压力,网纹板平正度来证见,如果出现热封不良,一般宜温度,压力稍低,调节器正温度,*后调整螺册压力。
7、冲裁偏位,裁下用版式偏移,见图(3)。停机将手调箱体移动,已可以调模移位。
8、在日常操作知识、对于操作工作必须懂知该机结构原理,由凸轮传动顶杆座的滚轮,上下行程,上盖模板位置固定死,出现泡罩不良状态,注意下成形模或热封到上止点,固定紧立柱螺母,不注意的话容易出故障,顶杆压的滚轮滚针咬死现象,排作方法图(4)。
平板式自动泡罩包装机注意事项
1、请您在操作使用前,先认真阅读此说 明书。以防操作有误,损坏机器。
2、安装前要检查地面水平度是否平衡。
3、应按接地标牌指定位置接入地线。
4、专职人员培训操作、维护。
5、机器应保持整洁。
6、机器生产前各部位必须加油(参操做条文)
7、机器出厂时传动箱表带润滑油,生产前必须加油。
8、提议本机*好采用无油空压机。
9、成型、热封、压痕等部位压力均不宜过大,否则影响使用寿命。成形、压痕之型垫转应留有一毫米左右浮动余地。
10、机器工作运行时,严禁用手触摸运行部件(特别是纵封、横封加热部位),确保人身和机器安全。 (PVC调节演示) (牵引冲裁演示)  
平板式自动泡罩包装机故障排除:
(一)、泡成型不良:
A、可能出现的现象:a)场所空气流量过大;b)加热区温度过低或过高;c)冷却水流量过大,带走热量过多;d)空气压力不宜或过早、迟;e)注意空气过滤阀存水;f)下模排气孔堵塞;g)上下模平面间渗漏气;h)PVC塑料质量不佳。
B、对应的解决办法:a)降低通风流量;b依温度控制仪适当调正控制温度(尽量电压控制);c)调节水阀控制水流量;d)校正机器放气阀位置、保持空气压一般为:0.6~0.8MPA;e)正常检查空气过滤阀必时清放;f)用钢针实行疏通;g)重新更模、需平面磨平加工;h)调换塑料。
(二)、运行不同步(指成形泡罩未能准确进入热封模孔位):
A、可能出现的现象:a)成形模与热封不为行程的整数倍;b)运行气压起引座平行过大过小;c)成形、热封模冷即不良;d)成形模到热封模之间有阻碍物;e)塑料承料轴旋转不灵热封模温度过高。
B、对应的解决办法:a)调节模具移动和箱体移动出厂已调好未待换模、通常无须高正以免调乱;b)调节起引座轴,在起引座轴上加机械油;c)适度加大冷即水量;d)检查从送料至热封运行中是否有阻碍,注意加料机械与板面之间间隙;e)清洗或更换轴承;调降低温热封温度。
(三)、铝箔起皱与偏移:
A、可能出现的现象:a)铝箔与PVC塑料粘合不整齐,(不平行);b)铝箔转折棍与PVC塑片纵线不垂直;c)网纹上锈,有污物;d)网纹板与模吻合不良,铝箔胶层不均。
B、对应的解决办法:a)撕断铝箔,调整位置重新粘合;b)调整垫塞转折辊支架和校正模具不符合;c)用钢丝侧清理或用锯条磨尖划;d)用二层铝箔折叠网纹模或油石视热封状况,局部打磨下模平面更换铝箔
(四)、冲截偏后,热封不良:
A、可能出现的现象:a)冲模与热封模间距不对;b)温度过低或过高压力不足或热封上气缸擅偏现象;c)压力不足或热封上气缸擅偏现象
B、对应的解决办法:a)整体移动冲模、箱体、注出厂时均已调动,且考虑运输振动及长期使用移位变形或换模版等因素所致;b)调节温控仪温度,尽量由调压来控制,使温度保持恒定在140oC左右(酌情而定);c)调节调整气缸压力(调压阀)同时检查硅橡板是否才化,可换,可取,铜皮垫气缸与热封座之间中(铜皮厚簿酌情而定)(注:调正时务必停机上止点)





|




